滲濾液處理中膜法應用與反滲透應用故障淺析
摘要:本文從膜法工藝在垃圾滲濾液處理過程中的主要功能出發,結合本人在垃圾滲濾液項目中遇到的兩個反滲透項目典型故障案例的實際情況進行了介紹,提出了垃圾滲濾液項目目前遇到的主要問題,并針對問題提出了改善方法。
01 垃圾滲濾液危害與膜法垃圾滲濾液處理特點
垃圾滲濾液具有高濃度有毒有害物質,成分復雜,有機物含量高,水質和水量波動大,處理困難等特點,其對環境危害很大。目前主要處理垃圾滲濾液的方法有:并入城市污水廠處理、垃圾填埋場循環處理、到垃圾焚燒發電廠焚燒,廢渣再處理等。膜法工藝由于其設備簡單,操作方便,出水水質較好等特點,在垃圾滲濾液處理過程中得到越來越多的應用。
02 常見膜法處理工藝簡介
目前常見的膜法垃圾滲濾液處理工藝主要為:生化法(A/O或A2/O)+MBR/管式超濾+納濾+反滲透(+DTRO)。在常見的膜法垃圾滲濾液處理工藝中,各工藝的主要功能如下:
①非膜法工藝(如傳統的生化法或一些厭氧/好氧反應器等)通常做為膜法工藝的預處理工藝;
②MBR:MBR工藝是整個垃圾滲濾液處理系統的核心,是脫除垃圾滲濾液中有機物的主體之一。目前常見的MBR膜組件主要有板式膜組件和中空纖維膜組件,兩種MBR組件各有優缺點,板式MBR膜組件較中空纖維膜組件具有跨膜壓差低、污泥濃度較高、預處理要求較低、維護清洗頻率較低、無需反洗、操作相對簡單等優點;中空纖維MBR膜組件則具有裝填密度相對較高,膜池占地面積較小,膜組件設備投資較低等優點。垃圾滲濾液有機物濃度較高,在相同的污泥負荷情況下,MBR膜池內活性污泥濃度越高,也就意味著其處理有機物能力越強。
③超濾:超濾由于過濾精度較高,可將生化部分帶來的微生物菌體、沉淀物從污水中分離出來,此外超濾也能脫除廢水中一部分分子量較大的有機物。垃圾滲濾液經過生化法處理,其含有的污染物濃度往往仍然較高,進入超濾工藝的水往往具有較高的濁度、色度、COD以及較重的味道,因此,在垃圾滲濾液處理工藝中的超濾(常見管式超濾)用于MBR之后,做為NF和RO的預處理,可進一步去除水中雜質,確保后續工藝的穩定運行。
④納濾:MBR或超濾工藝產水中的主要污染物通常為有機物、微生物、硬度、堿度及重金屬等。納濾工藝可以去除MBR或超濾工藝產水中的絕大部分有機物和多價無機鹽,其產水基本可以達到排放標準。納濾工藝的濃水一般回流到垃圾填埋場或者進一步蒸發處理;目前垃圾滲濾液處理過程中納濾系統回收率一般比較高(80%~85%),且進水有機物含量較高,這導致了納濾面臨的最大問題是膜污染和結垢。垃圾滲濾液納濾處理膜元件壽命往往較低。就目前已了解到的一些垃圾滲濾液處理項目來看,絕大部分納濾工藝產水的水質都不能滿足反滲透進水的要求,一般都會帶有較高的色度以及難聞的味道,處理效果并不理想。
⑤反滲透工藝在滲濾液處理工藝中主要起到降低外排水的電導率和有機物含量的作用,此外,反滲透工藝可以大幅度截留垃圾滲濾液中離子態氮(如硝酸根等),降低產水中的總氮值,最終使排放水達到國家排放標準以下。就目前了解到的垃圾滲濾液處理現場反滲透使用情況看,主要存在以下問題:
a. 濃水回流增大系統回收率:反滲透或納濾工藝往往考慮濃水回流的方式來提高系統回收率,很多垃圾滲濾液處理系統也采用了兩段式濃水回流的納濾或反滲透工藝,由于垃圾滲濾液進水往往高含鹽量和高有機物的特點,濃水回流往往會導致納濾或反滲透系統的進水進一步惡化,加速了膜污染的速度,進而影響了膜元件的使用壽命;
b. 段內循環增壓泵的使用:在已了解過的垃圾滲濾液處理現場,很多反滲透處理系統都設置了單段濃水回流(即每一段的濃水通過段內循環增壓泵泵在本段內部循環,段內循環量是反滲透系統進水量的幾倍),這樣做可以增大膜元件進水側流速,防止污染物沉積污染膜元件,但濃水的大量回流又會導致段進水水質的惡化,從而加重膜污染。在水質較差的垃圾滲濾液系統中,回流會導致膜清洗頻繁,從而影響膜元件壽命。
c. 儀表設置存在問題:由于垃圾滲濾液項目普遍較小,且為了提高回收率往往采用兩段式設計。但在我們現場調查的垃圾滲濾液項目中,一些系統設置監控數據往往存在問題,如兩段式系統僅設置進水和濃水壓力表,段間壓力不能監控;或者單支膜殼設置段內循環增壓泵,但無法檢測進該支膜殼進膜的壓力以及電導率等,這都會造成運行過程中無法及時發現膜系統的故障,最終導致膜元件的嚴重污染或損傷。
d. DTRO:DTRO主要作用是進一步降低系統濃水排放量,但也會造成循環水濃度的進一步提升。
03 生活垃圾填埋污染控制標準(GB 16889—2008)
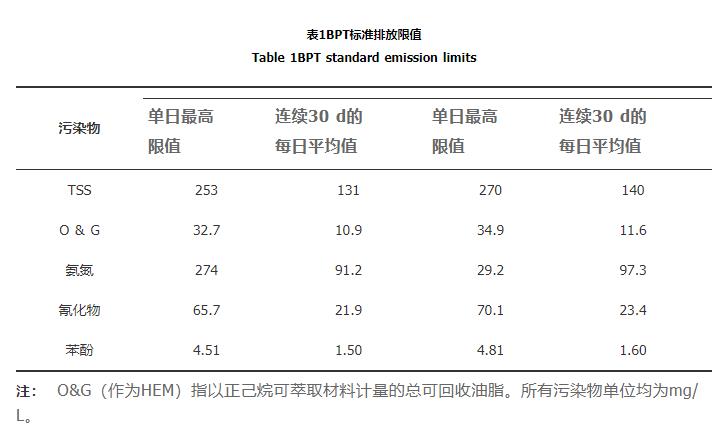
部分垃圾填埋場是通過膜法來去除滲濾液中的有機物,解決滲濾液處理處理過程中COD排放不達標的問題。我國制定的生活垃圾填埋污染控制標準(GB 16889—2008)對污染物排放做出了相關規定,參考表1:

04 垃圾填埋場故障介紹
下面結合兩個典型故障案例給大家介紹一下垃圾填埋廠項目反滲透系統所面臨主要問題,參考表2:

案例1是典型的垃圾滲濾液處理過程中由于回灌導致的膜系統無法正常運行的案例。這類情況經常發生于處理后的濃水無法外排或處理的垃圾滲濾液項目中,最終的結果往往是由于進水含鹽量過高,導致反滲透膜系統無法繼續運行,而這個過程一般在2~3年左右就能顯現出來。另外,根據現場調查,現場采用電導率為2000~3000us/cm的水源模擬初期設計反滲透進水時,反滲透產水電導率及產水量基本正常,但切換至垃圾滲濾液后,脫鹽率大幅度降低(參考表3)。

此外,在對案例1的調查過程中發現,采用垃圾滲濾液做為進水時,隨著時間的推移,同位置膜殼的產水電導率快速升高,見表4:

由于產水量過低,各個膜殼產水量已無法在流量計上顯示(即產水量達不到流量計最下限),而在每支膜殼產水取樣管取得的單支膜殼產水電導率隨時間而快速增長,這表明膜表面發生了濃差極化,導致產水電導率快速升高,這是主要是由于系統設計單支膜殼內循環泵導致濃水不斷回流,超出原有系統設計范圍,從而導致嚴重的濃差極化;
在隨后對膜元件性能的檢測結果中我們發現,盡管已經使用了接近3年時間,外觀存在較多污染的痕跡,但膜元件在標準評測條件下的脫鹽率衰減不是很突出。參考下表(表5):

案例2可以看作是一例典型的反滲透故障,由于新系統安裝不當或者反滲透系統的高壓差導致的部分膜殼內的膜元件與連接件之間發生內漏問題,導致部分膜殼產水水質變差,從而影響整體產水水質。
05 垃圾填埋場故障淺析與改善建議
通過現場調查,我們發現垃圾填埋廠膜法滲濾液處理項目存在以下問題:
①膜污染較快,清洗頻繁,運行故障較多,膜元件壽命普遍較短。
②設備、管道以及儀表腐蝕比較嚴重。
③濃水回灌導致進水含鹽量逐年提高,最終導致反滲透膜系統難以運行。
④反滲透系統自身的濃水回流也是導致垃圾滲濾液項目膜元件壽命較低的重要原因。
⑤現場儀表設置往往不能滿足設備運行監控的需要。
從目前垃圾填埋廠運行項目的調查結果來看,需要考慮以下幾個方面的改善:
①設備及儀表的及時檢測與更換,確保系統監控數據的準確;
②對于無法外排濃水的項目,可以考慮采用蒸發結晶的方法,經高濃度廢水轉化為固體廢棄物處理。如果后續有垃圾焚燒項目,可以將最終濃水引致焚燒爐焚燒處理。
③及時化學清洗,如無法恢復系統性能,則更考慮換膜元件,確保各工段水質合格。
④對于由于回灌導致進水含鹽量過高,從而導致無法正常工作的系統,可考慮采用海水膜或高壓反滲透膜元件代替原有的苦咸水膜元件,但選擇這種方案需要考慮對現有設備進行相應改造,如:更換高壓泵至更高揚程、更高等級的耐壓管路、現有儀表量程是否與過高的含鹽量匹配以及現有藥劑是否能在新的工況下發揮作用,是否需要更換新種類的藥劑等等,而且,這種方案只能在一定時期內有效,隨著濃縮液的不斷回灌,反滲透的進水不斷的循環濃縮,最終仍會導致含鹽量過高而導致反滲透系統無法運行。因此,解決循環液濃縮的問題需要考慮將其外運或者轉換為固體廢棄物排出系統,而不能在系統內部無限制循環濃縮。
⑤可以考慮采用高級氧化技術處理反滲透或納濾濃水,降低回灌水或后續蒸發結晶進水中的有機物含量。
06 展望與思考
隨著各地垃圾焚燒電廠項目的出現,一定程度上可以解決垃圾填埋廠滲濾液膜法處理濃水排放的問題。此外,對于有機物濃度較高、且可生化性能較好的回灌水是否也可以考慮采用厭氧工藝處理,進一步回收利用有機物,將其變廢為寶?不論如何,垃圾滲濾液處理工藝中仍存在很多問題需要我們發現和解決。
以上是小編收集整理的滲濾液處理中膜法應用與反滲透應用故障淺析部分內容來自網絡,如有侵權請聯系刪除:153045535@qq.com;
本文地址:http://www.yadijia.com/shuichuli/1225.html